Tốc độ may: 5000 – 7000 mũi/phút.Sử dụng kim DC x 27 (tiêu chuẩn) và DC x 1.Độ mũi dài max 4 mm.
Đang xem: Cách chỉnh chỉ máy vắt sổ
Sách hướng dẫn chỉnh sữa máy may công nghiệp xem tại đây
QUY TRÌNH CHỈNH MÁY VẮT SỔ TỪ A-Z:
1. Hiệu chỉnh bộ tạo mũi:1.1. Điều chỉnh vị trí kim ( Độ cao và cân bằng kim so với mắt tấm).1.1.1. Vắt sổ 3 chỉ MO- 2504:
Tại thời điểm kim lên vị trí cao nhất ta điều chỉnh khoảng cách từ mũi kim đến mặt phẳng tấm kim đạt 10mm.Điều chỉnh bằng cách nới lỏng vít hãm khóa kẹp trụ kim và xê dịch trụ kim lên xuống cho đạt yêu cầu, xiết chặt vít hãm khóa kẹp lại.
Hình 4.1. Vắt sổ 3 chỉ MO- 2504
1.1.2. Vắt sổ 4 chỉ MO – 2514:
Tại thời điểm kiêm lên vị trí cao nhất, ta chon kim bên trái làm chuẩn và xác định khoảng cách đạt được từ mũi kim đến mặt phẳng tấm kim đạt 10mm.Điều chỉnh bằng cách nới lỏng vít hãm trụ kim phụ (1) và xê dịch trụ kim phụ lên xuống cho đạt yêu cầu sau đó xiết chặt vít hãm trụ kim phụ lại.
Chú ý Đối với các máy sử dụng 2 kim khi điều chỉnh vị trí của kim ta phải cho 2 kim nằm đúng vị trí so với mặt tấm kim.
Hình 4.2. Vắt sổ 4 chỉ MO- 2514
1.1.3. Vắt sổ 5 chỉ MO – 2516:
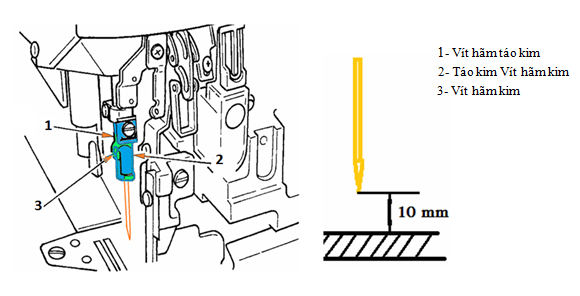
1- Vít hãm táo kim
2- Táo kim Vít hãm kim
3- Vít hãm kim
Hình 4.3. Vắt sổ 5 chỉ MO- 2516
Tại thời điểm kim lên vị trí cao nhất, ta chọn kim bên phải ( bên trong) làm chuẩn và xác định khoảng cách đạt được tính từ đầu mũi kim đến mặt phẳng tấm kim đạt 10mm.Điều chỉnh bằng cách nới lỏng vít hãm trụ kim phụ và điều chỉnh sau đó xiết chặt vít hãm.
1.2. Điều chỉnh vị trí các móc:
1.2.1. Điều chỉnh móc dưới:
Xác định bán kính móc:Bán kính của móc dưới được định vị bằng chốt nhỏ năm trong phần rãnh của đế móc dưới(3).Ta điều chỉnh bằng cách đặt móc (1) vào đế móc sao cho móc tì sát vào chốt (3), xiết chặt vít hãm móc lại.
Xem thêm: Xét Nghiệm Nhiễm Trùng Torch Là Gì ? Nghĩa Của Từ Torch Trong Tiếng Việt
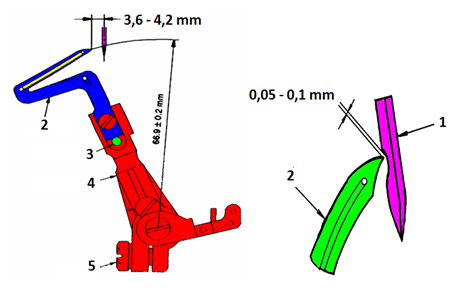
Hình 4.4. Điều chỉnh móc dưới1- Kim 2- Móc dưới 3- Chốt định vị4- Đế móc dưới 5- Đai ốc hãm đế móc
Xác định vị trí dưới của móc dưới so với kim:Ta cho kim xuống vị trí dưới cùng, đế móc dưới cùng, đế móc dưới lui về hết bên trái, ta nới lỏng bulông (4) và xê dịch đế (30 sau cho khoảng cách tính từ đầu móc dưới đến tâm kim đạt từ 3,7 – 4,3mm, xiết chặt bulông (4).Xác định khoảng tiếp xúc và phần vác thân kim:Sau khi xác định vị trí của móc ta quay puly theo chiều hường chuyển động cho đầu móc tiếp xúc với phàn vác thân kim, điều chỉnh khoảng hở đạt 0,05 – 0,1mm( điều chỉnh ở bulông(4)).
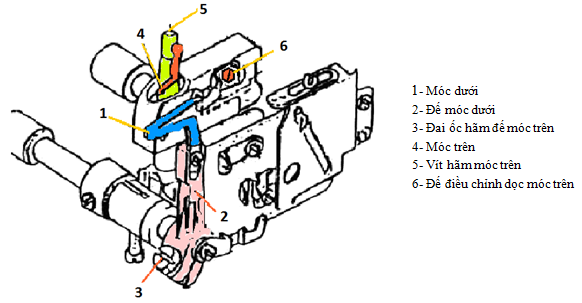
1.2.2. Điều chỉnh móc trên:
Khoảng cách móc trên so với mặt tấm kim:
Tùy theo đời máy mà khoảng cách này thay dổi.
Tại thời điểm móc trên (2) lao hết sang bên trái ta phối hợp điều chỉnh cặp vít đế di động dọc và vít (3) sao cho khoảng cách tính từ đầu móc đến mặt phẳng tấm kim đạt thông số kỹ thuật như sau:MO-2504 và MO- 2516 Từ 10.7 -11,3mm.MO-2514 Từ 10,4 – 11mm
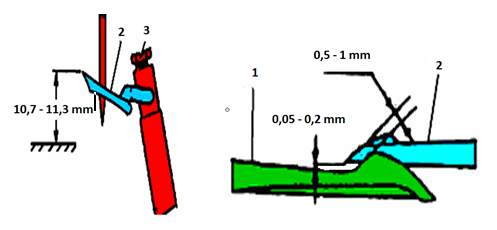
Hình 4.5. Điều chỉnh móc trên
1- Móc dưới 2- Móc trên 3- Vít hãm móc trên
Khoảng tiếp xúc 2 móc: Tiếp xúc quay puly theo chiều chuyển động cho 2 đầu móc tiếp xúc với nhau ta điều chỉnh vít hãm (5) hoặc cặp vít đế di động dọc (6) sao cho khoảng tiếp xúc 2 đầu móc đạt 0,5 – 1 mm, xê dịch móc trên ra vô sau cho khoảng hở giữa 2 cặp móc 0,05 – 0,2mm.
Xem thêm: 10 Ưu Điểm Người Render Cần Biết Khi Sử Dụng Vray Là Gì ? Vray Là Gì
Hình 4.6. Vị trí điều chỉnh khoảng tiếp xúc 2 móc